
 Jun 01, 2026
Jun 01, 2026 Content
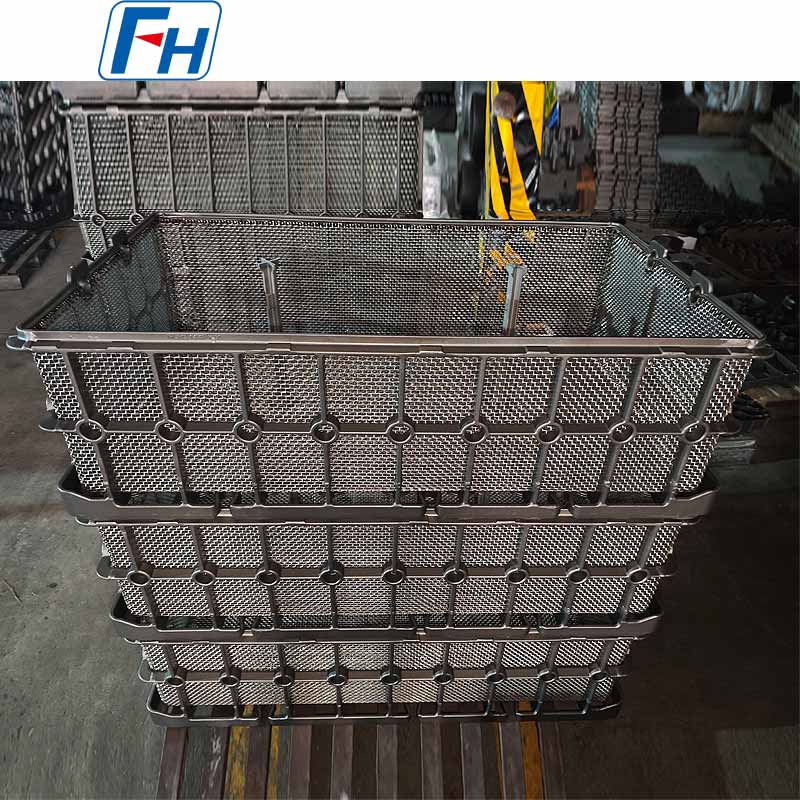
Heat treatment baskets are load-bearing fixtures used inside industrial furnaces to hold, organize, and transport metal parts through annealing, quenching, carburizing, and other thermal processes. The best choice for most high-temperature applications (above 900°C) is an alloy casting basket — specifically a precision casting basket made from heat-resistant alloys such as HH, HK, or HP grade stainless, which offers superior dimensional stability, oxidation resistance, and service life compared to fabricated alternatives.
Cast as a single piece using centrifugal or investment casting. No welds means no weak points. Ideal for temperatures from 950°C to 1200°C. Used heavily in aerospace and automotive carburizing lines.
Built from rolled and welded alloy sheet or bar. Lower upfront cost but weld zones are vulnerable to thermal fatigue. Suitable for moderate temperatures below 850°C.
Woven from heat-resistant wire. Excellent gas circulation for atmosphere furnaces. Best for lighter parts, typically loads under 50 kg, at temperatures below 900°C.
Designed with interlocking features for stacking in batch furnaces. Maximizes furnace volume utilization. Often combined with cast alloy construction for long-term use.
Material selection is the single most impactful specification decision. The table below summarizes the most widely used alloy grades for heat treatment basket production:
| Alloy Grade | Max Service Temp | Key Strength | Typical Application |
| HH (25Cr-12Ni) | 1050°C | Good oxidation resistance, cost-effective | Annealing, normalizing |
| HK (25Cr-20Ni) | 1100°C | Higher creep strength than HH | Carburizing, nitriding |
| HP (35Cr-45Ni) | 1150°C | Excellent hot strength, long service life | High-temp vacuum and atmosphere furnaces |
| HP+Nb (modified HP) | 1200°C | Niobium-stabilized, resists sigma phase | Petrochemical, aerospace heat treatment |
| 253MA / 310S | 1100°C | Good weldability, moderate cost | Fabricated baskets, light loads |
Basket sizing must align with both your furnace chamber dimensions and your part geometry. Oversized baskets cause hot spots; undersized baskets waste capacity. Below are common standard specifications:
The debate between casting and fabrication is not about cost alone — it is about total cost of ownership over the basket's lifetime in a specific thermal environment.
Use the following checklist to narrow your specification before contacting a supplier:
Even the best alloy casting basket will degrade prematurely without proper handling. These practices consistently extend basket service life in field studies:


Focus on Designing and Manufacturing Alloy Steel Parts since 2006
 Tel: 0510-83310100
Tel: 0510-83310100  E-mail: [email protected]
E-mail: [email protected]  Office Add: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.
Office Add: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.  Privacy
Privacy

 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804