
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804
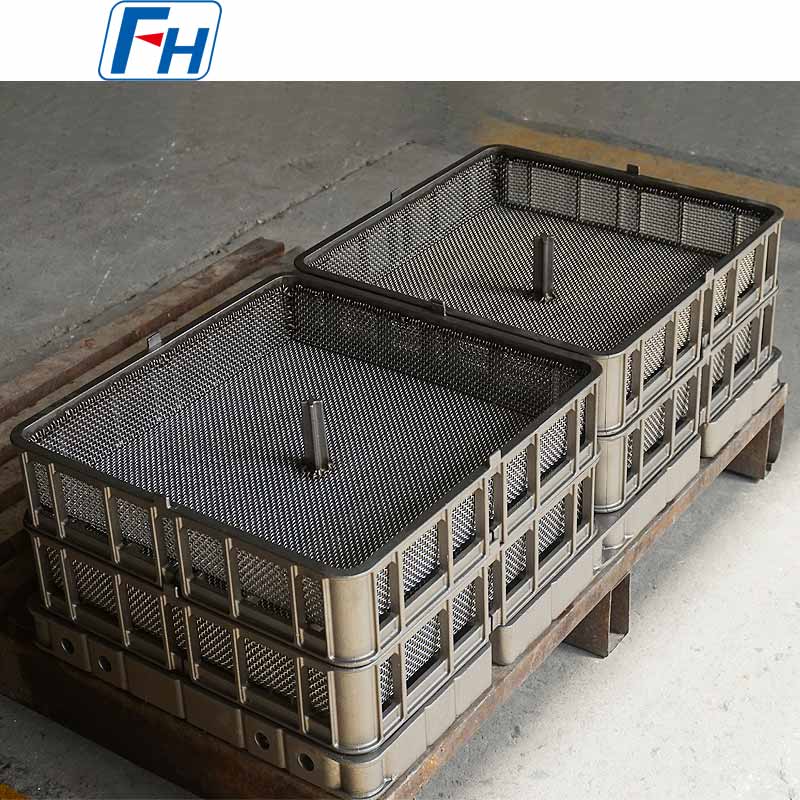
FH® (Wuxi Junteng Fanghu Alloy Technology Co., Ltd.) is a professional manufacturer of heat treatment fixtures and heat resistant alloy components for industrial furnaces.


 Jan 06, 2026
Jan 06, 2026 In the material selection of vacuum furnace heat treatment fixtures, the core differences between alloys (mainly high-temperature alloys and heat-resistant alloys) and stainless steel (mainly heat-resistant stainless steel) lie in high-temperature stability, creep resistance, service life, and cost. The following is a performance comparison and selection guide to help accurately match heat treatment fixtures requirements:
I. Heat Treatment Fixtures Core Performance Comparison Table
| Performance Indicator | Heat Resistant Stainless Steel (e.g., 310S, 316H, 253MA) | High Temperature Alloy (e.g., Nickel-based Alloys Inconel 600/625, Cobalt-based Alloys HASTELLOY®) |
| Maximum Service Temperature | 800–1100℃ (long-term stable) | 1000–1250℃ (long-term stable, some alloys up to 1300℃) |
| High Temperature Strength & Creep Resistance | Medium to low level; prone to deformation and creep above 1000℃ | Excellent; maintains high strength at high temperatures with strong creep and deformation resistance |
| Stability in Vacuum Environment | Good below 800℃; intergranular corrosion and oxidation may occur at high temperatures | Excellent; no intergranular corrosion in vacuum/reducing atmospheres, with outstanding oxidation and carburization resistance |
| Thermal Fatigue Resistance | Medium; cracks likely under repeated thermal cycles | Excellent; adapts to severe working conditions with frequent heating and cooling cycles |
| Service Life | 1–3 years under general working conditions | 3–8 years under severe working conditions, or even longer |
| Cost | Relatively low (raw material cost is 1/3–1/2 of alloys) | Relatively high (high raw material cost and high processing difficulty) |
| Machinability | Good; conventional processing such as welding and bending is easy to implement | Poor; requires special equipment and processes, with high welding difficulty |
II. Heat Treatment Fixtures Analysis of Key Performance Differences
1. Heat Treatment Fixtures High Temperature Stability: The Core Advantage of Alloys
The high-temperature performance of heat-resistant stainless steel is limited by its matrix structure. When the temperature exceeds 1000℃, grains grow rapidly, leading to a sharp decline in strength and easy deformation or collapse of heat treatment fixtures.
High-temperature alloys form a stable austenitic matrix and strengthening phases by adding elements such as nickel, chromium, molybdenum, and niobium. They can maintain structural stability above 1200℃, making them particularly suitable for heat treatment fixtures used in long-term high-temperature operations such as high-temperature solution treatment, brazing, and sintering.
2. Heat Treatment Fixtures Adaptability to Vacuum Environment
In vacuum furnaces, heat treatment fixtures must withstand low-oxygen, reducing atmospheres and may be subject to carburizing or nitriding processes.
3. Heat Treatment Fixtures Thermal Fatigue and Creep Resistance
Heat treatment fixtures must undergo repeated "heating–holding–cooling" cycles, with thermal fatigue and creep being the main failure modes.

III. Heat Treatment Fixtures Selection Decision Guide
Heat Treatment Fixtures Scenarios for Choosing Heat-Resistant Stainless Steel
Recommended Materials: 310S (high cost-performance ratio), 253MA (better high-temperature oxidation resistance than 310S).
Heat treatment fixtures Scenarios for Choosing High-Temperature Alloy
Recommended Materials: Inconel 600 (commonly used for vacuum furnace fixtures with balanced cost-performance ratio), Inconel 625 (high strength and corrosion resistance, suitable for severe working conditions).

IV. Heat Treatment Fixtures Supplementary Suggestions
1. Composite Structure Solution: If cost is sensitive but partial high-temperature performance is required, a "alloy + stainless steel" composite structure can be adopted. For example, key stress-bearing parts of fixtures (high-temperature areas, load-bearing areas) use alloys, while auxiliary structures use stainless steel, balancing performance and cost.
2. Material Verification: For specific working conditions, suppliers can be required to provide high-temperature tensile test reports and oxidation resistance test reports of materials to ensure performance meets requirements.
3. Adaptability for Wuxi Junteng Fanghu Alloy Technology Co., Ltd.: The company's main alloy materials (e.g., heat-resistant alloys, high-temperature alloys) can accurately match the requirements of vacuum furnace fixtures for high temperature, high load, and vacuum atmosphere. Compared with stainless steel, they can significantly improve the service life and production stability of fixtures, especially suitable for the manufacture of fixtures for high-end heat treatment processes.

V. Summary
Although the initial investment in alloy fixtures is higher, the long-term total cost can be reduced through extending service life, reducing downtime for replacement, and ensuring product accuracy, making them more suitable for heat treatment enterprises pursuing efficient and stable production.


Focus on Designing and Manufacturing Alloy Steel Parts since 2006
 Tel: 0510-83310100
Tel: 0510-83310100  E-mail: [email protected]
E-mail: [email protected]  Office Add: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.
Office Add: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.  Privacy
Privacy